 Fraunhofer Institute for Mechanics of Materials IWM
Fraunhofer Institute for Mechanics of Materials IWMLaser powder bed fusion: Polymers
Introduction
There is a high growth of additive manufactured parts in the polymer industry. Nevertheless, especially for laser powder bed fusion (PBF-LB/P) the material selection is very limited in comparison to other polymer production processes like, for example, extrusion or injection molding. One major reason for that problem is that there is almost no knowledge of which material properties are important for the process and how the material parameters affect the product quality. This is particularly disadvantageous because there are many potential influencing factors for polymer powder fusion. Thus, a profound understanding of all relevant mechanisms of the PBF-LB/P process is considered to be lacking. In particular, there is no link between process parameters, material data and component quality. This causes significant difficulties in developing new materials.
The task
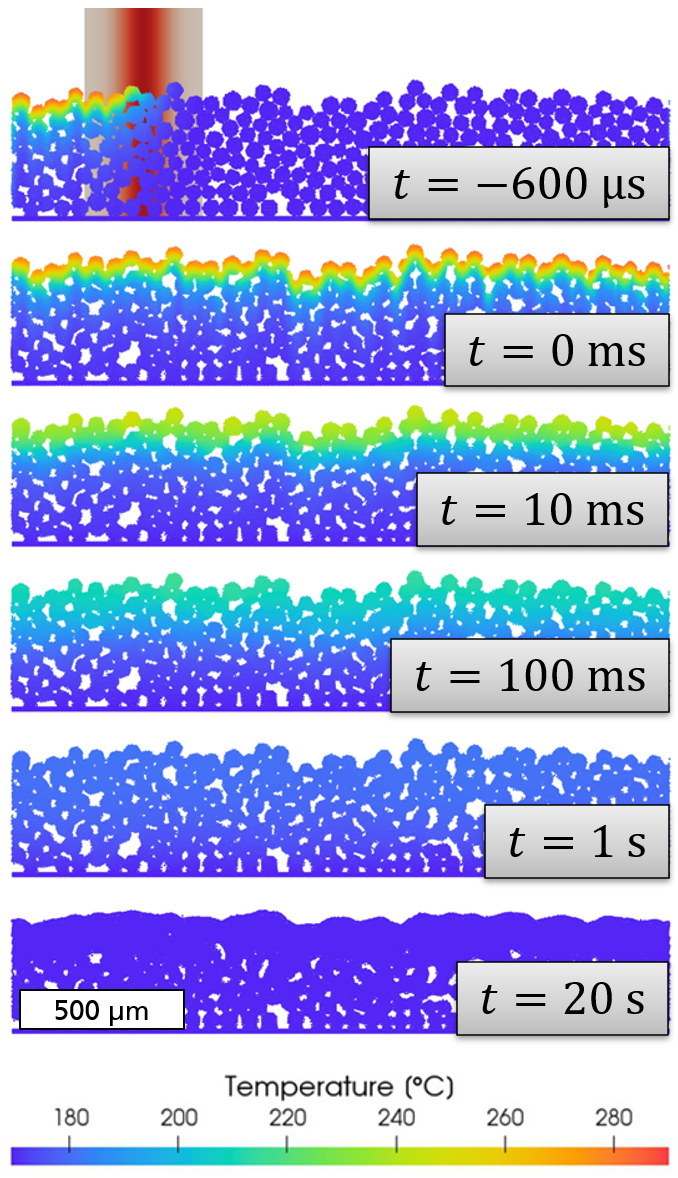
Simulation of PBF-LB/P with color-coded temperature.
To address this problem, a link between material data, process parameters and component quality is developed in a collaborative project with our partners from the German Plastics Center SKZ in Würzburg. The project is funded by the German Research Foundation DFG within the priority program 2122 Materials for Additive Manufacturing. For this purpose, the laser irradiation step and the thermo-viscous flow during PBF-LB/P are analyzed both theoretically and by transient numerical simulations which spatially resolve individual powder particles (see adjacent figure). Based on the results a novel ratio of laser energy input and energy required to melt the polymer – the attenuation melt ratio (AMR) – is introduced, which puts material properties and process parameters into relation. Normalized process diagrams, which include process windows for optimal part properties, are constructed based on the AMR. The predictive quality of the process windows is confirmed by the assessment of mechanical properties of manufactured parts made of different polymers.
Results
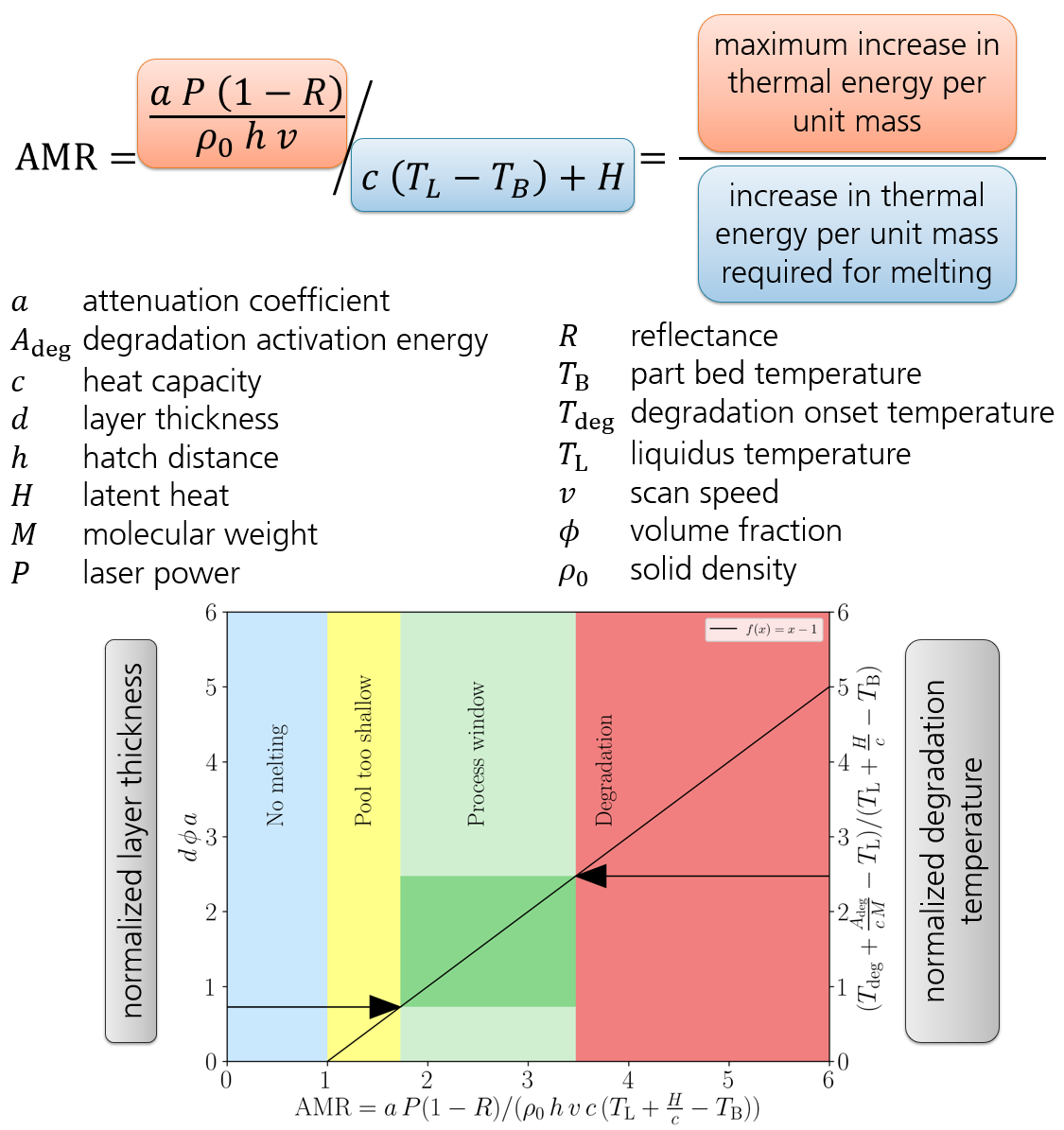
Construction of the PBF/LB-P process window which is limited by a sufficient depth of the melt pool and by the onset of thermal degradation.
The diagram shown in the adjacent figure forms the main result of the present work. It is constructed as follows. The abscissa contains the ratio of the maximum increase in thermal energy per unit mass due to laser irradiation and the increase in thermal energy per unit mass required to fully melt the material. It is obvious that for a ratio smaller than one no melting occurs. The left ordinate describes a dimensionless powder layer thickness. We postulate that the maximum melt pool depth should be larger than the layer thickness. This requirement defines the lower boundary of the process window. The right ordinate describes a normalized polymer degradation temperature. It provides an upper limit for the laser energy input which avoids any thermal degradation of the polymer and, thus, the upper boundary of the process window.
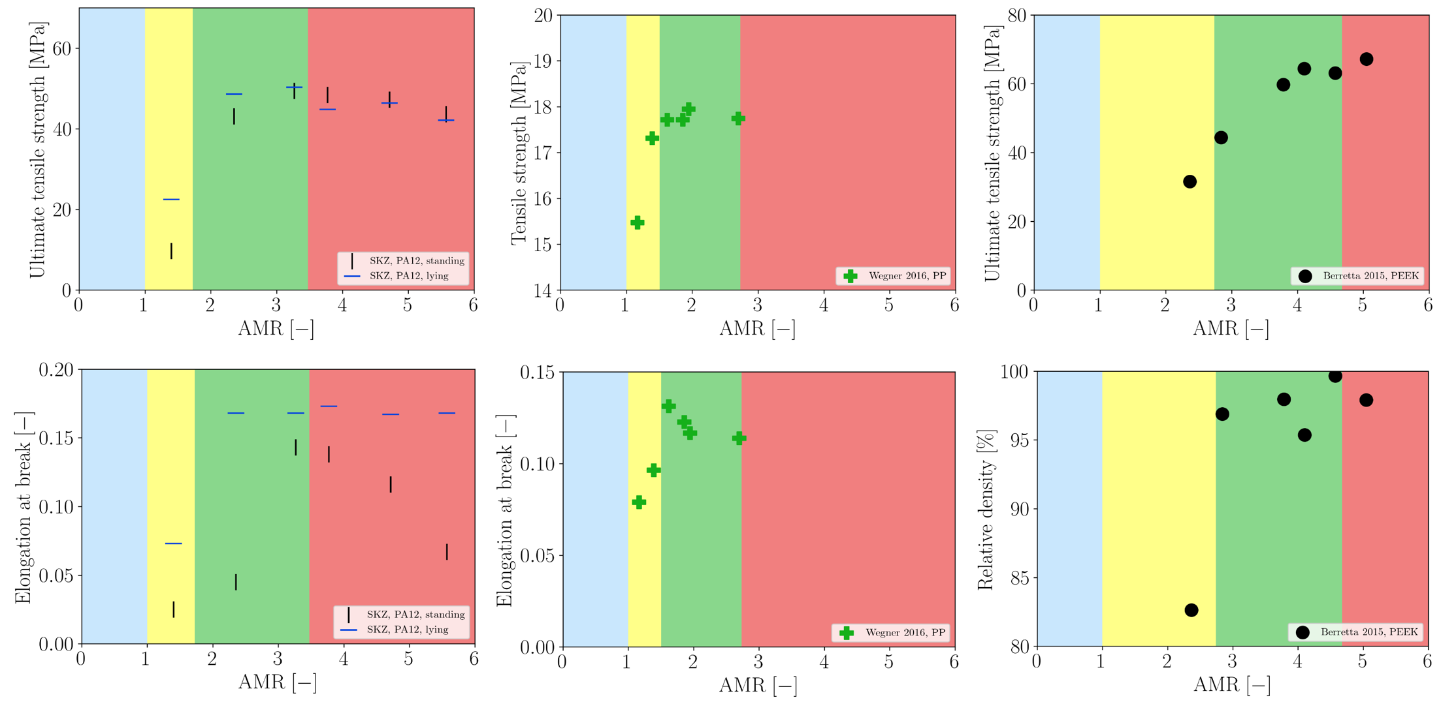
Part properties as function of the attenuation melt ratio AMR with color-coded process regimes for the polymer materials PA12 (left; measured by project partner SKZ), PP (center; from Wegner, Physics Procedia, 2016) and PEEK (right; from Berretta, European Polymer Journal, 2015).
In order to assess the usefulness of the developed process diagrams, we plot experimental data for mechanical properties of parts produced by PBF-LB/P as functions of the AMR (see adjacent figure). Note that the interval of AMR values which corresponds to the process window (green area) depends on the actual material system. In all cases the process window is a very good indicator for optimal mechanical properties. This confirms the practical relevance of the AMR and its underlying theory.